


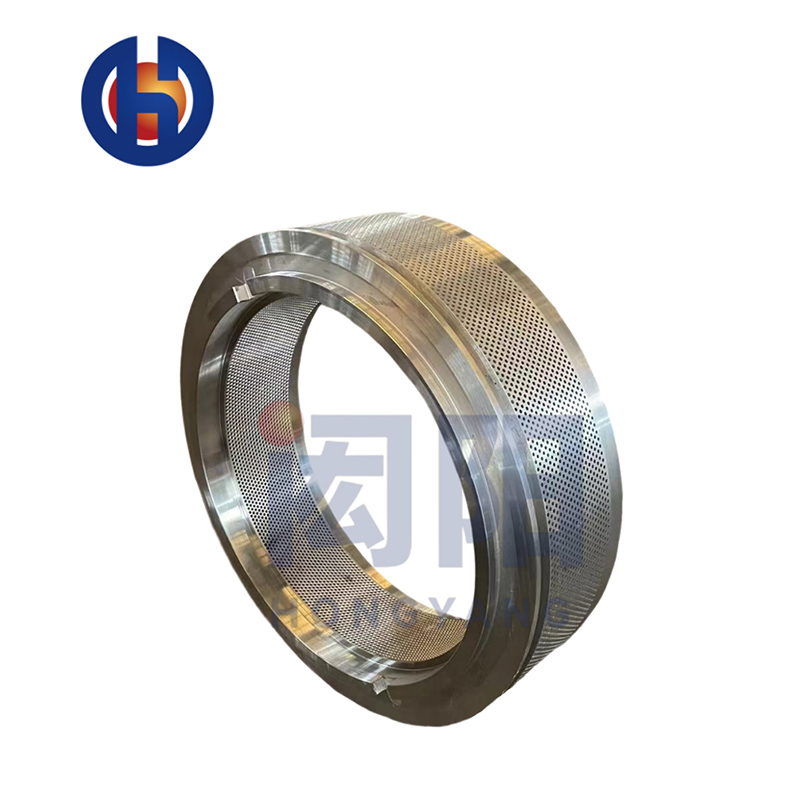



OGM Ring Die Spare Parts For Pellet Mill
Product Description
For OGM pellet mill: OGM-0.8, OGM-1.5, OGM-6, etc.
According to customer requirements or corresponding drawings, we can process ring die with different models and different apertures.
The ring die hole has good surface finish, good granulation forming, good particle appearance finish, few cracks, neat material shape, reduced particle powder content, smooth discharge and high output. The production efficiency of the same specification is significantly higher than that of the peers.
The high smoothness of the hole wall of the ring die feed hole reduces the resistance of the material entering the mold hole, which is beneficial to improve the granulation yield of the material through the improvement of the material: the angle of the ring die feed hole is uniform, ensuring the good uniformity of the ring die discharge.
To ensure the quality and service life of the ring die, the difference between the hardness values of 46Cr13 ring die HRC52-55 and other parts shall not be greater than HRC2.
The ring die is heated at high temperature (1050 °) and quenched by rapid cooling. During this process, the die body will have a slight deformation of 0.3~1.0mm. The concentricity error of the ring die can reach 0.05~0.15m through grinding.
Product Display


Our Strengths



Related PRODUCTS
-

YULONG 560 XGJ560 Ring Die Feed Mill Parts
-

Ring Die YEMMAK520 For Pellet Machine
-

Ring Die SZLH420 For ZHENGCHANG Pellet Mill
-

Pellet Ring Die Andritz PM615
-

Ring Die Awila420 Pellet Die Awila 420
-

Pellet Mill Die PTN580 Ring Die
-

Pellet Die VAN AARSEN C900 C900/325 Ring Die
-
Pellet Die Andritz PM919 Ring Die
-
EVENTS
-
Product Category
-
Contact Us
-
 TEl : +86 18851202909
TEl : +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu Province, China
NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu Province, China -
 Email : hy.ringdie@outlook.com
Email : hy.ringdie@outlook.com
-
-
Social Media






Hot Products - Sitemap - AMP Mobile
Pellet Ring Die, Feed Pellet Ring Die, Pellet Mill Ring Die, ring die, Pellet Machine Ring Die, Pellet Die,